广州市某汽车隔音件生产企业主要生产汽车隔音隔热件, 原工艺主要通过甲苯二异氰酸酯( TD I)、二苯甲烷二异氰酸酯(MD I)、多元醇发泡制成外部隔音件, 鉴于TDI为高毒物品, 该企业通过技术改造完全停用了此类工艺生产线, 不再使用TD I和MD I等。笔者于2008年5月- 2009年5月通过对该企业技改前后开展职业病危害因素检测与评价、职业病危害防护措施分析与评价、职业卫生管理调查与评价等, 分析其职业病危害关键控制点及防护对策的变化, 探讨对技术改造项目进行职业病危害评价过程中的注意事项和技术要点。
1 对象与方法
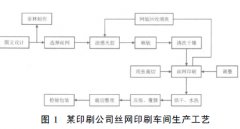
1.1 研究对象 广州市某汽车隔音件生产企业, 技改前年产40万台套汽车隔音隔热件产品, 技改后年产64万件汽车隔音隔热件产品。技改前外部隔音件生产工艺为: 表皮材∋ 炉内加热∋ 真空吸塑∋ 发泡(使用TDI、MD I、多元醇) ∋ 切边、冲孔∋ 质检、入库; 技改后外部隔音件生产工艺为: 无纺布、半固化棉∋热压成型(喷脱模剂) ∋ 质检、入库。另外, 技改后新增软层棉毡与硬层片材复合生产线, 工艺为:硬层片材、软层棉毡∋ 硫化加热∋ 硬层成型∋ 硬层涂胶(热熔胶) ∋ 软硬层复合成型∋ 冲裁∋ 质检、入库。
1.2 仪器设备 QCD - 1500 型大气采样器和JFC - 3型个体粉尘采样器(盐城银河科技有限公司)、FC - 2 型粉尘采样器(武汉分析仪器厂)、AWA6270A 型噪声频谱仪( 杭州爱华仪器有限公司)、2000型WBGT 指数仪(盐城市思锐电子仪器有限公司)、ZG- 4A 型紫外辐照计(上海佰好仪器有限公司)、PMM8053A 型电磁辐射分析仪(德国NARDA 公司)、BP211D型电子天平(北京赛多利斯仪器系统有限公司)、7230G 型分光光度计(上海分析仪器厂)、Z- 5000型原子吸收光谱仪(日本日立公司)、GC - 14A 型气相色谱仪(日本岛津株式会社)。
1.3 检测方法 按设计时满负荷生产状况检测噪声、粉尘、化学毒物、WBGT 指数、紫外辐射、工频电场。按照(工作场所空气中有害物质监测的采样规范) (GBZ 159- 2004), 分别连续3 d 对技改前后工作场所进行采样, 每日上、下午各1 次, 每次采取样品数不少于3个。主要依据(工作场所空气有毒物质测定) (GBZ /T 160- 2004 /2007)、(工作场所物理因素测量) ( GBZ /T 189 - 2007)、(工作场所空气中粉尘测定) ( GBZ /T 192-2007)进行检测, 检测结果取最高值#1∃。
1.4 评价方法 通过职业卫生调查、职业病危害因素检测、职业健康检查和检查表分析法对该项目进行职业病危害控制效果评价#2∃。通过分析该项目技改前后职业病危害变化特点, 明确其职业病危害关键控制点, 评价其工程防护、个体防护和管理防护等职业病危害防护对策的可行性#3∃。
1.5 评价依据 依据(中华人民共和国职业病防治法)(建设项目职业病危害评价规范) (高毒物品目录)(建设项目职业病危害控制效果评价技术导则) ( GBZ /T 197 - 2007)、(工业企业设计卫生标准) (GBZ 1- 2010)、(工作场所有害因素职业接触限值) ( GBZ 2- 2007)等法律法规和规范标准。
2 结果
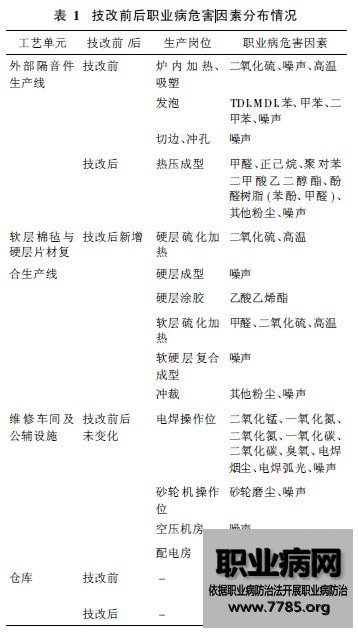
2.1 技改前后职业病危害因素分布情况 根据工程分析和职业卫生调查识别该项目技改前后职业病危害因素, 并通过生产工艺和原辅料特性分析潜在危害因素, 识别技改后外部隔音件热压成型原料半固化棉和软层(热塑性棉毡)可能残存的甲醛及所用脱模剂可能含有的正己烷等。该项目技改前后职业病危害因素分布情况见表1。
2.2 技改前后职业病危害因素检测与评价 对该项目技改前外部隔音件生产线和仓库化学毒物( TD I、MDI、苯、甲苯、二甲苯、二氧化硫)、噪声、高温进行采样和检测, 各检测点的危害因素浓度或强度均未超过GBZ 2.1- 2007和GBZ 2.2- 2007规定的接触限值#4, 5∃。该项目技改后职业病危害因素检测结果显示, 工作场所化学毒物和粉尘浓度均未超过GBZ 2.1- 2007规定的接触限值, 见表2; 噪声强度均未超过GBZ 2.2- 2007规定的接触限值, 见表3;
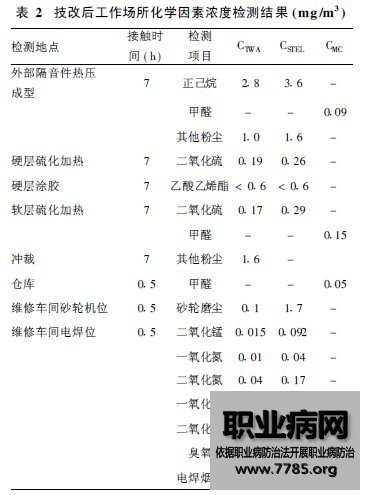
WBGT指数均低于25∗ , 未构成高温作业; 维修车间电焊操作位面罩内眼面部未检出电焊弧光, 但面罩外电焊弧光辐照度为115 .W /cm2, 超过GBZ2.2- 2007规定的接触限值( 0.24 .W /cm2 ); 配电房工频辐射检测结果为1 V /m, 未超过GBZ 2.2-2007规定的接触限值( 5 kV /m )。另外, 热压成型所用半固化棉含有少量酚醛树脂, 加热过程可分解出少量苯酚, 一般情况其浓度远低于接触限值。

2.3 职业健康检查 该项目技改后, 按照(职业健康监护技术规范)( GBZ 188- 2007)对56名生产工人进行在岗期间职业健康检查, 体检项目包括症状询问、体格检查、血常规、尿常规、心电图、纯音听阈测试、肺功能、X 射线高仟伏胸片、尿锰、血清ALT血糖、肝胆脾和双肾B 超等。其中, 2名粉尘作业工人胸部X 线摄片发现双下肺野有少量不规则小阴影, 属职业性重点监护人员, 应定期复查; 暂未发现接触粉尘、化学毒物、噪声等职业病危害因素的职业禁忌证和疑似职业病人员。
2.4 采取的职业病危害防护措施 该项目生产车间墙壁两侧设置14台轴流风机进行全面通风; 外部隔音件生产线、维修车间电焊操作位在技改后增设了伞形排风罩; 硬层涂胶操作位通过自动化机械手臂进行操作; 仓库设置1台轴流风机, 且生产车间内设冲淋装置和洗眼器。另外, 生产车间中间梁柱上设置27台壁扇, 维修车间墙壁两侧设置3台壁扇用于防暑降温。空压机房独立设室, 并对空压机的管道进行隔声处理, 操作工人仅为巡检作业, 接触噪声时间较短。该项目单位制定了(防尘防毒设施管理制度)(重大事故应急救援预案)等, 规定了项目单位在预防、控制和消除职业病危害方面的管理措施以及实施程序; 制定了(劳动防护用品管理制度), 并为作业工人配备工作服、工作帽、安全鞋、防护眼镜、防毒和防尘口罩、手套、围裙、袖套等劳动防护用品。
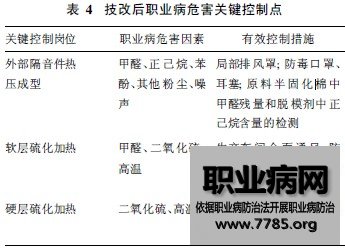
2.5 职业病危害关键控制点 根据职业病危害因素种类及危害程度、接触人数、接触时间等对该项目技改前后职业病危害防护特点进行综合分析, 并确定职业病危害关键控制点#3∃。该项目技改前职业病危害关键控制岗位主要为TD I、MD I的仓储和使用工序(发泡), 关键控制措施包括密闭的仓储容器、仓储量的限制、密闭管道输送TD I和MD I、发泡岗位的局部通风、个体防护等。该项目技改后停用了TD I和MD I发泡工艺, 改用无纺布和半固化棉进行热压成型, 职业病危害关键控制点见表4。
3 讨论
运用检查表分析法对该项目技改后总体布局、生产工艺及设备布局、建筑卫生学、辅助用室、职业卫生管理等进行评价#2∃, 该技改项目能够结合现有生产车间进行总体规划, 采用较先进的生产工艺, 选择低毒物质代替高毒物质的原材料, 生产过程自动化程度较高, 设备布局和辅助用室设置合理, 符合GBZ 1- 2010要求。该项目单位设置了职业卫生管理机构, 配备了职业卫生专业人员, 初步建立了职业卫生管理制度, 工作场所现场设置了警示标识, 符合(中华人民共和国职业病防治法)要求。职业卫生调查发现, 该技改项目在保留原有职业病危害防护设施的同时, 另在外部隔音件热压成型和维修车间电焊操作位增设了局部排风罩, 较好地执行了职业病危害防护设施的!三同时∀。通过职业病危害因素检测与评价, 该项目技改后职业病危害因素浓度或强度符合GBZ 2.1- 2007 和GBZ2.2- 2007 的要求。综上, 该技改项目针对主要职业病危害因素采取了相应的防护措施并确保其正常运行, 降低了职业病危害因素的浓度或强度, 较好地保护了劳动者的健康, 职业病危害控制效果良好。由于停用了TD I和MDI, 该项目技改后在生产过程中直接使用的化学品较少, 但对此类项目进行职业病危害评价时应充分考虑工艺过程产生的危害因素, 如硫化加热产生二氧化硫; 原辅料中的成分和杂质, 如半固化棉和热塑性棉毡可能残存的甲醛、脱模剂可能含有的正己烷等, 防控此类危害因素可选择工作岗位的局部通风和作业工人的个体防护, 还可通过控制原辅料残存化学毒物含量的管理措施从源头控制此类危害。尽管该项目工作场所职业病危害因素未超标, 但仍应进一步加强防毒设施的设计和建设, 如在软硬层硫化加热、硬层涂胶操作位设置局部排风罩#7∃。另外, 该项目维修车间电焊作业可产生化学毒物、电焊烟尘和电焊弧光#8∃; 砂轮机作业可产生砂轮磨尘和噪声, 通过局部排风罩和个体防护可有效控制此类危害, 特别是电焊作业工人的防护面罩对电焊弧光的防护至关重要。该项目空压机房独立设室, 虽接触时间较短, 但工人巡检时仍应佩带耳塞。
该项目在技改运行后, 项目单位应进一步完善职业卫生管理制度, 加强生产设备和防护设施及应急冲洗装置的巡查检修; 定期开展职业病危害因素检测、职业健康检查、应急预案演练、职业卫生培训;履行职业病危害告知义务, 在工作现场张贴危害因素检测结果和防护措施周知卡等。
技术改造项目多为在已建厂区内、原有工艺基础上进行工艺升级和改造, 对其进行职业病危害控制效果评价时, 应根据技改后工艺和原辅料的特点分析职业病危害因素的种类和时空分布、评价其危害程度; 据此判断职业病危害防护设施的适用性、评价其防护效果; 根据技改后职业病危害种类为作业工人配备适用的个人防护用品。另外, 通过技改前后职业病危害关键控制点的分析, 对职业卫生管理制度重新进行审定, 如该技改项目可取消技改前(异氰酸脂化学危险品意外泄漏或溢出应急措施)制度, 但技改后应考虑增加有关原料半固化棉和热塑性棉毡残留甲醛的控制制度等。
转载请注明出处:职业病网 www.7785.org
 精彩导读
精彩导读
 热门资讯
热门资讯 关注我们
关注我们
