某企业为满足国内市场需求, 减少对进口产品的依赖, 新建设计年产5 244. 5 ~ 457 mm 的成品无缝钢管50万t项目, 主要产品为高档次油井管及高压锅炉管。项目总投资约41亿元。为了预防、控制和消除建设项目可能产生的职业病危害, 保护用人单位劳动者的合法权益和身体健康, 建设单位委托笔者所属评价机构, 进行职业病危害预评价。
1 内容与方法
1. 1 评价范围及内容 评价范围: 热连轧管生产线、热处理生产线、管加工生产线。评价内容: 项目选址及总体布局、生产工艺和设备布局、建筑卫生学要求、职业病危害因素和危害程度、职业病危害防护设施、辅助用室基本卫生要求、应急救援、个人使用的职业病防护用品及职业卫生管理等。
1. 2 评价方法 本次评价主要采用类比法[ 1] 、检查表法及经验法。生产过程中职业病危害因素的识别主要依据工程分析和参照同类企业相似工作场所进行推断分析。生产过程中职业病危害因素危害程度的评价主要根据同类企业相似工作场所检测数据和职业接触限值进行计算分析。拟采取的职业病危害防护措施评价主要依据工程分析, 将建设项目有关职业卫生内容与国家有关标准、规范要求进行对比分析。
2 结果
2. 1 职业卫生学调查 经过对本项目的工程分析和类比现场调查, 按照其生产工艺划分评价单元为: 热连轧管生产线、热处理生产线和管加工生产线3个评价单元。
2. 1. 1 热连轧管生产线主要生产流程 管坯由汽车运至车间原料库, 经切断、称重和测长检验合格后送往环形加热炉。环形加热炉以天然气为燃料。逐步将钢坯加热到1250~ 1280 e 。出料机将钢坯从炉内取出,管坯由液压拨料系统拨入穿孔机。在穿孔机上将实心管坯穿轧成厚壁空心毛管。毛管在送往连轧机之前,在铁皮吹刷站向内部喷吹氮气和硼砂。毛管由机械手送往芯棒预穿线或连轧管机前台。经穿入芯棒、高压水对其表面进行除鳞、连轧管机轧制成型、脱管机脱管等工序后形成荒管。然后荒管经再加热、切锯、定径、冷却等工序完成钢管的轧制。此外, 芯棒需经冷却、石墨粉润滑等工序后循环使用。
2. 1. 2 热处理生产线主要生产流程 需要热处理的钢管, 由吊车从热处理前置库成排取出, 由辊道将钢管送入淬火炉中。管料在炉内加热至870~ 1050 e 。加热好的钢管经出炉辊道输出, 经高压水除鳞装置去除表面氧化铁皮。通过定径、热矫直和冷床后送往直度检查处进行直度检查和打硬度。直度和硬度合格的钢管通过漏磁探伤和超声波探伤装置对表面和管体缺陷进行无损探伤检测, 检查合格后由吊车送往管加工前置库存放。本项目采用引进的超声波测厚和无损探伤先进设备, 未使用传统的放射性探伤技术, 因此没有电离辐射危害。
2. 1. 3 管加工生产线主要生产流程 需加工的钢管被运送到车丝机前的上料位置, 对钢管进行铣端面、倒棱及车丝, 然后钢管移送并进行测长、称重、喷印、打印。喷印后的钢管通过涂漆机在钢管外面涂上水溶性防锈漆, 涂漆后的钢管, 在链式移送机上进行干燥。最后收集入库。
2. 1. 4 职业病危害因素的识别
2111411 工程热连轧管生产线存在的职业危害因素 连轧机加石墨处、轧管机旁前台等有石墨粉尘;穿孔机、连轧管机区、钢管修磨及检查、环形炉出料口、配件硬度机等有其他粉尘; 环形炉、芯棒预热炉有氮氧化物、一氧化碳; 环形炉、芯棒预热炉有高温及热辐射;热轧管定径机、穿孔机、连轧管机、中间料架、环形炉助燃风机等有噪声。
2111412 工程热处理生产线存在的职业病危害因素 吹灰装置、检查修磨等有其他粉尘; 淬火炉、回火炉、光亮炉有氮氧化物、一氧化碳高温及热辐射; 热处理定径机、淬火炉助燃风机、回火炉助燃风机、吹恢装置、矫直机等有噪声。
2111413 工程管加工生产线存在的职业病危害因素 锅炉管修磨机、矫直机操作处、调质修磨机有其他粉尘; 喷标、涂漆装置有甲苯、二甲苯、苯、丙烯酸; 烘干炉有高温及热辐射; 矫直机、修磨机、车丝机、通径机、精整切管机、铣头倒棱等有噪声。
2. 2 类比调查
2. 2. 1 类比企业基本情况 通过对类比企业的调研了解到, 类比企业与拟建项目的生产工艺、产品、原料、作业方式以及建设规模与本项目基本相似, 类比企业的选址、各功能区的分布基本符合GBZ 1- 20025工业企业设计卫生标准6[ 2 ] 的要求; 职业病防护设施比较齐全, 能适时发放个人防护用品; 有职业卫生管理机构,并由安全环保办公室专人负责。类比企业与该建设项目有较好的可比性。
2. 2. 2 类比检测结果分析 对类比企业工作场所空气中存在的苯、甲苯、二甲苯、丙烯酸、一氧化碳、一氧化氮等6种有害物质进行了检测, 检测结果均小于职业接触限值。类比企业的其他职业病危害因素检测结果见表1、表2。
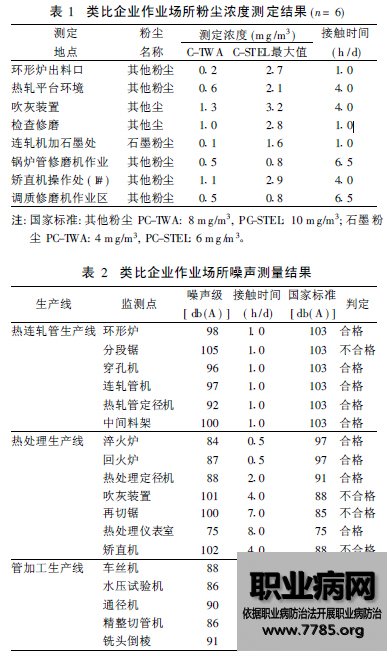
作业场所(热轧平台)温度测定结果显示, WBGT、黑球、干球与室外温差(室外干球平均温度为3319 e )的平均温度分别为3311、4117、4112、713 e , 高温作业分级为Ó级。本次检测噪声作业点18个, 超标点5个, 超标率为17% 。粉尘检测结果均小于职业接触限值。检测结果显示, 在夏季炎热季节室外温度较高时, 热连轧生产线热轧平台环境高温作业为Ó级, 说明热强度较大。
2. 3 职业病危害防护措施
2. 3. 1 防尘技术措施 热轧管生产线和热处理生产线钢管进入无损探伤前, 使用专门的吹、吸灰装置清除管内疏松的氧化铁皮及尘土时, 产生的粉尘和少量的铁屑由吹、吸灰装置自带的除尘装置处理并收集。管加工矫直机吹灰产生的废气以及由淬火产生的烟气, 分别在其装置上方设置排烟罩, 将烟气收集起来, 经自带除尘装置净化后, 由烟囱外排。
2. 3. 2 防毒技术措施 在热连轧生产线和热处理生产线上共均匀设置67台岗位通风装置, 用于操作岗位的通风。通风设备采用移动式轴流风机。管加工生产线涂漆时产生的废气经水帘式喷漆室职业与健康 2008年 9月第 24卷第 18期 O ccup andH ealth Vo.l 24 No. 18 Sep 2008 1867和大风量低浓度吸附装置处理后经烟囱外排。喷漆采用自动喷涂方式, 降低了作业人员接触毒物的危险性。
2. 3. 3 防噪声与振动控制技术措施 在辊道、台架上设置缓冲材料(耐磨树脂), 采用无噪声料筐等, 减少钢管在轧制、精整、输送、装卸过程中, 钢管与设备、钢管与钢管之间因碰撞产生的噪声。
2. 3. 4 防暑降温措施 由于各操作控制室、仪表室和车间办公室处于轧线附近, 受到高温热辐射和室内电器设备的散热造成房间内温度较高, 本项目在上述各室内均设计了空调机组降温措施, 保证室温在28 e 内。
2. 4 评价结论 本项目因存在产生极度危害的苯和高度危害的一氧化碳职业病危害因素。因此根据5建设项目职业病危害分类管理办法6[ 3] 的有关规定, 拟建项目属于职业病危害严重的建设项目。本项目选址、总体布局、设备布局、建筑卫生学、职业病危害防护设施、个人防户用品、应急救援及辅助卫生用室等方面基本符合5工业企业设计卫生标准6( GBZ 1- 2002)的要求。从职业卫生角度分析, 该项目可以实施。
3 讨论
经现场调研分析, 作业点噪声的超标原因皆为高噪声设备运行时产生, 且类比企业的设备布置密集, 各种设备产生的噪声相互干扰叠加也是造成噪声超标的原因。对于少数必须暴露于高噪声环境中的巡视或检修人员应配备耳罩或耳塞。上述措施可在一定程度上减轻噪声对作业工人健康造成的危害, 但是在连轧管生产线的分段锯、热处理管生产线的再切锯; 管加工生产线的铣头倒棱等高噪声设备所在的作业场所, 作业工人在进入上述高噪声作业区域时应加强个体防护。最近类比企业采用水乳剂石墨替代粉末状石墨作为润滑剂取得了较好效果, 减少了石墨粉尘对人体健康的危害, 拟建项目可以借鉴。考虑到该项目自动化程度较高, 作业人员工作时多为巡检作业, 在高温设备旁停留时间较短; 但在进行检修作业时, 需要加强局部通风措施, 并合理安排作业时间。
本项目的作业人员有可能接触化学毒物、粉尘、噪声及高温等职业病危害因素, 应根据作业人员接害的危害种类的特点, 有针对性地配备个体防护用品。完善个体防护用品的发放、使用及管理制度, 安排好防护设施用品的存放、清洁和维修, 同时监督作业工人的正确佩戴和使用。要求个人防护用品应根据使用情况经常进行检查更换, 真正能做到有效防护的目的。
转载请注明出处:职业病网 www.7785.org
 精彩导读
精彩导读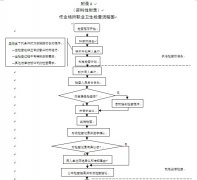
 热门资讯
热门资讯 关注我们
关注我们
