根据中华人民共和国职业病防治法的规定,受该业主的委托, 我们于2006 年5 月对广西百色某钛白粉生产线进行了职业病危害控制效果评价。
1 材料与方法
1. 1 评价依据5中华人民共和国职业病防治法6、5使用有毒物质作业场所劳动保护条例6、5建设项目职业病危害分类管理办法6、5建设项目职业病危害评价规范6、5 工业企业设计卫生标准6( GBZ1- 2002) [ 1]、5工作场所有害因素职业接触限值6( GBZ2- 2002) [ 2]等法律、法规、规范和标准及项目的有关技术资料作为评价的依据。
1. 2 方法及内容根据卫生学调查结果和项目的试运行情况, 筛选和确定了生产过程中产生和存在的职业病危害因素, 分别对粉尘、噪声、硫酸(H2SO4) 、二氧化硫( SO2) 、一氧化碳( CO) 等主要的职业病危害因素进行现场检测。粉尘检测依据GB/T5748- 19855作业场所空气中粉尘测定方法6 [3 ], 噪声依据WS/ T69- 19965作业场所噪声测量规范6 [4],硫酸雾及二氧化硫依据GB/ T160. 33- 20045工作场所空气中硫化物的测定方法6 [ 5], 一氧化碳依据GB/T160. 28- 20045工作场所空气中无机含碳化合物的测定方法6 [ 6]。所有使用的采样和检测仪器均经计量检定合格。有毒有害物质的检测按照5工作场所空气中有害物质监测的采样规范6 ( GBZ159- 2004) [7 ]进行。
2 结果
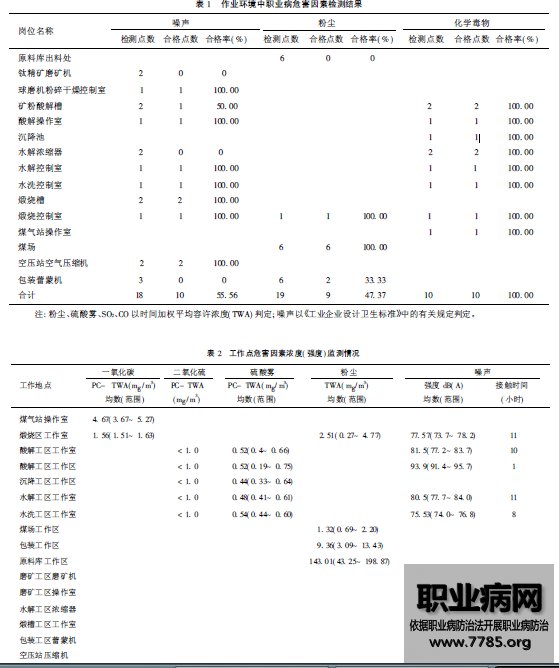
2. 1 作业地点职业病有害因素检测结果经对该生产线在生产过程中所产生的化学毒物、粉尘、噪声共47 个工作点进行连续3 天的监测, 化学毒物含量均符合国家标准; 而粉尘检测游离SiO2 含量均< 10% , 合格率仅为47. 37% ; 噪声检测合格率为55. 56%, 见表1。
2. 2 作业工人在生产过程中接触职业病有害因素浓度( 强度) 测定结果一氧化碳、二氧化硫、硫酸雾时间加权平均容许浓度( TWA) 均低于国家标准, 原料库及包装工区作业点粉尘的时间加权平均容许浓度( TWA) 检测结果分别为143. 01mg/ m3、9. 36mg/ m3,均高于国家职业卫生标准( PC- TWA 8 mg/ m3) , 原料库进料作业点粉尘时间加权平均容许浓度最高达到198. 87mg / m3, 高于国家职业卫生标准的24 倍。而磨料工区磨矿机、酸解工区酸解槽、水解工区浓缩器、包装工区蕾蒙机作业点噪声超过国家职业卫生标准限值, 见表2。
3 分析检测结果发现, 造成粉尘、噪声超标的主要原因是: 由于该单位缺乏职业卫生防护意识, 在项目的设计和施工阶段, 没有做好建设项目职业病危害预评价工作, 忽视职业卫生的防护要求, 没有配备相应的有效的吸尘、降噪防护设施及职业病危害防护设施存在较大的缺陷, 从而导致项目建成后, 存在严重的职业病危害隐患, 因此加强预防性职业卫生监测, 做好建设项目职业病危害预评价工作, 是从源头上消除和控制职业病危害的根本措施, 也是职业病防治工作的关键。
目前, 钛白粉生产企业的职业病危害控制效果评价报道较少, 此类项目按国家5建设项目职业病危
害分类管理办法6属一般职业病危害建设项目[8], 由于钛精矿粉尘和成品二氧化钛( TiO2) 粉尘, 其游离二氧化硅( SiO2) 含量均< 10% , 而且成品钛白粉( TiO2) 是一种无毒、化学性质极为稳定物质, 对作业工人职业病危害不强, 所以人们容易忽视在生产过程中所产生的职业病危害。此次对该钛白粉生产扩建项目的职业病危害控制效果评价结果与唐涛报道相似[ 9], 钛白粉生产职业病危害防治重点是防尘、隔音、降噪。针对该生产线运行现状应加以整改解决:( 1) 通过对原料和包装工区粉尘超标作业点进行工艺改革, 革新生产设备[ 10], 添置吸尘、防尘设备, 加强通风对流, 及时有效地控制消除或降低粉尘危害。如作业现场防、降尘措施难以将粉尘浓度降至国家卫生标准以下时, 还可通过个人佩带合格防尘护具作为辅助防护措施达到防尘效果。( 2) 从声源上根治噪声是一种最积极、最彻底的措施[ 11 ], 所以对噪声超标的磨矿机、蕾蒙机房等应安装隔音门窗, 并对墙体进行加厚作隔音装修, 加强隔音效果, 同时在保证正常生产需要的前提下, 尽可能减少作业人员接触时间和频数, 督促作业人员在工作时佩戴防噪耳塞, 增强其职业卫生防护能力。
转载请注明出处:职业病网 www.7785.org
 精彩导读
精彩导读
 热门资讯
热门资讯 关注我们
关注我们
