我国是一人口众多的国家, 但一次性能源储量少, 所以利用生物质再生能源发电解决能源短缺的问题, 开发/绿色能源0已成为当今世界上工业化国家开源节流、化害为利和保护环境的重要方式。国外在有道相对较多[ 1~ 5] , 职业病危害评价真正体现了预防为主的原则[ 6] 。对某生物质发电建设项目进行职业病危害预评价, 确定生物质发电建设项目生产过程中存在和产生的职业病危害因素, 分析其危害程度及对劳动者健康的影响, 评价拟采取的职业病危害防护措施及其效果, 提出职业病危害的关键控制点,从而做出科学、公正、客观的职业病危害评价。
1 材料与方法
111 评价依据 5中华人民共和国职业病防治法6[ 7] 、5使用有毒物品作业场所劳动保护条例6[ 8] 、5建设项目职业病危害分类管理办法6[ 9] 、5建设项目职业卫生审查规定6[ 10] 等是评价的主要法律、法规、规章依据; 5建设项目职业病危害评价规范6[ 11] 、5工业企业设计卫生标准6[ 12] 、5工作场所空气中有害物质监测的采样规范6[ 13 ] 、5职业性接触毒物危害程度分级6[ 14] 、5工作场所有害因素职业接触限值6[ 15] 、5职业健康监护管理办法6[ 16] 等主要评价规范、标准依据; 工程项目的可行性研究报告、建设项目的其他有关资料作为评价的基础依据。
112 评价范围及内容 对某生物质发电建设项目的职业病危害进行预评价。评价内容主要是对选址、总体布局、建筑卫生学要求、生产工艺和设备布局、职业病危害因素对劳动者健康的影响以及危害程度、职业病危害因素防护设施的可行性、辅助用室基本要求、应急救援措施、个人使用的职业病防护用品发放、职业卫生管理措施等进行评价。
113 评价方法及工作质量控制程序 采用检查表法、类比法和经验法进行综合分析评价, 并根据生物质发电运行工序与火力发电运行工序相似, 变电站功率为110 kV 的特点, 选择类比企业的现场检测资料进行比较, 预测建成后该项目相关作业场所和岗位职业病危害因素的接触水平。评价工作质量控制程序按照国家职业卫生法律、法规和卫生规范及标准, 遵循预防为主的工作方针,应用预防医学理论、卫生工程和检测检验技术, 按5建设项目职业病危害评价规范6[ 11] 和评价单位质量体系文件要求进行评价。
2 结果
211 主要生产工艺
原料y 运输y 装卸y 堆垛y 搬运y 解袋y 倒料y 燃料运输y料仓储存y 输送y燃烧y 发电y变电y 升压y上网-除灰渣y外运再利用(农业、工业)
21111 燃料运输 该项目的燃料稻壳、秸杆在收购站加工成长短为20 mm 的原料后, 经装袋汽车运输至厂区露天堆场, 通过人工解袋、地下落料斗、旋转给料机, 进入炉前燃料仓, 采用稀相低正压气力系统输送至锅炉。
21112 运行 通过锅炉燃烧将生物质转换为热能,使其产生高温高压的蒸汽, 蒸汽在汽轮机做功的作用下, 使热能变为机械能, 致汽轮机转运, 从而带动发电机, 再将机械能转变为电能, 通过110 kV变电站升压上网。
21113 灰渣运输 除灰系统采用浓相正压流态化仓泵气力输送系统。干灰从布袋除尘器灰斗下进入仓式输送泵, 在压缩空气的作用下输送至干灰库。在灰库下设置一台干灰散装机, 干灰通过干灰散装机装入罐车, 然后送至用户进行综合利用。锅炉排渣经冷渣器冷却到200 e 以下, 然后由耐热型链斗输渣机送入渣库, 渣在密封的机械设备中输送至渣库, 汽车外运。
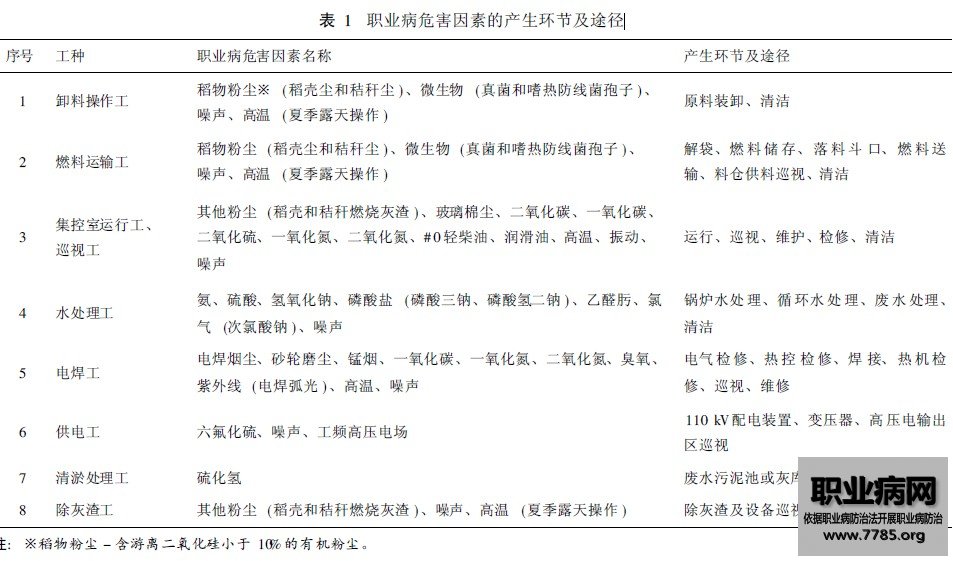
212 主要职业病危害因素的产生环节及途径 在生物质发电项目建成后的生产过程中, 职业病危害因素的产生环节及途径见表1。
213 可能存在与产生的职业病危害因素 根据对其生产工艺流程, 使用的原辅材料, 以及生产过程可能存在和产生的职业病危害因素种类的调查, 该项目可能存在和产生的职业病危害因素有: 粉尘、化学因素、物理因素和生物因素。粉尘: 稻物粉尘(稻壳尘和秸秆尘)、其他粉尘(稻壳和秸秆燃烧灰渣)、电焊烟尘、砂轮磨尘、玻璃棉尘; 物理因素: 噪声、振动、高温、工频高压电场、紫外线(电焊弧光) ;化学因素: 二氧化硫、一氧化碳、二氧化碳、一氧化氮、二氧化氮、氢氧化钠、硫酸、氨、氯气(次氯酸钠)、磷酸盐( 磷酸三钠、磷酸氢二钠)、六氟化硫、硫化氢、臭氧、润滑油、锰烟、# 0 轻柴油; 生物因素: 微生物(真菌和嗜热放线菌孢子)。其中主要职业病危害因素是稻物粉尘(稻壳尘和秸秆尘)、其他粉尘(稻壳和秸秆燃烧灰渣)、噪声、高温和微生物(真菌和嗜热放线菌孢子)。
214 类比调查 我国生物质发电技术刚刚处于起步阶段, 具有发展壮大之势, 但是目前难于找到与本项目相同机组或相似的原辅材料、生产设备、生产工艺以及生产规模的企业进行现场类比, 所以选择生产工艺和生产辅助材料基本相似的火力发电厂和110 kV变电站的资料, 以及对北方某县生物质发电厂进行了实地考察, 重点放在燃料储存、装卸和运输, 意在有助于对该项目职业病危害因素的识别和危害程度的确定。
21411 毒物测定结果 该类比有毒物作业岗位4个,检测毒物作业点78个, 检验毒物氨、氯化氢、氢氧化钠、氯气、一氧化碳、二氧化碳、二氧化氮、二氧化硫8种, 检验样品468个, 其测定结果均未超过国家规定的职业接触限值。
21412 不同作业岗位噪声测定结果 该类比有噪声作业岗位7 个, 检测噪声作业点51 个, 测量数据153个, 根据5作业场所噪声测量规范6[ 17 ] 规定的噪声测量规范/对噪声强度超标时, 应对噪声源作频谱分析0的要求, 同时按不同工作岗位接触噪声的时间进行的了等效连续A 声级计算, 除灰渣、电除尘巡检工、水处理工、综合水泵巡检工、锅炉巡检工、炉水处理工岗位均未超过国家规定的操作人员每天连续接触噪声8 h, 卫生限值为85 dB ( A ) 的规定,LAeq超标汽机巡检工、电气巡检工岗位占测量噪声作业岗位总数的2816%。
21413 工频电磁场测定结果 该类比110 kV 变电站工频电磁场测量结果, 各变电站测定点均未超过5工业企业设计卫生标准6( GBZ1- 2002) [ 12] 规定的标准;磁感应强度: 因国家暂未颁布标准, 按照该企业隶属电力行业可应用行业标准5电力行业劳动环境监测技术规范6 ( DL /T799 - 2002) [ 18] 的原则, 测定结果:均未超电力行业规定的磁场强度标准( 100 LT)。
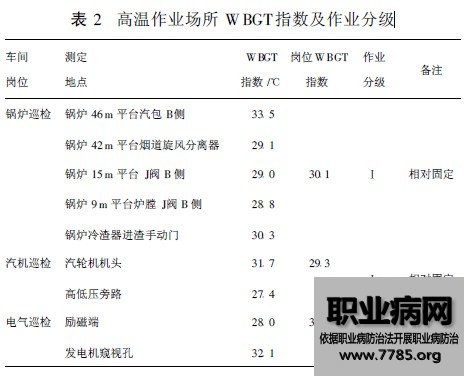
21414 高温作业场所WBGT指数测量结果 该类比作业场所的锅炉巡检、汽机巡检、电气巡检为高温作业岗位, 高温作业分级为Ñ 级。(表2)。
215 拟采取的职业病危害因素防护措施 该项目在设计中采取了国内外先进的职业病危害因素控制技术, 针对生产过程中原辅材料易扩散、生产设备产生噪声、特殊生产工艺存在高温等特点, 在提高机械化、自动化、密闭化的基础上, 采用计算机控制系统在控制室内进行生产操作, 可最大限度的减少工人接触职业病危害因素的机会。
21511 防尘 该项目的燃料稻壳、秸杆在卸料、堆垛、贮存、拆垛、解袋、倒料、推入料口、气力输送和除灰渣过程均存在和可能产生粉尘, 设计中采取的主要防尘措施是在料斗口设计吸尘器, 采用稀相低正压气力系统输送谷壳、秸秆; 设计锅炉燃烧炉内为负压燃烧, 其周围一般情况下不存在粉尘逸散, 除尘器附近、灰库卸灰口、排渣处等为主要锅炉灰渣粉尘逸散点, 设计采用脉冲袋式除尘净化系统, 用于降低工作场所的粉尘浓度。
21512 防毒 该项目选用的发电类型属国际推广的新型环保技术, 应用的燃料属可再生的绿色材料,稻壳、秸杆在燃烧过程中产生的二氧化硫, 约为同等量煤燃烧硫化物的1 /10, 一氧化碳、二氧化碳、一氧化氮、二氧化氮的排出量也远远低于同等量煤燃烧后的排出量, 为了更有效的减少氮氧化物的产生, 锅炉采用低温燃烧方式。锅炉化学水处理系统设计为自动加药装置。
21513 防噪 该项目采用在设计工艺设备选型上,选择噪声技术参数较低的同时, 还充分考虑了设备的布局、安装、减振等情况, 采用DCS 系统集中式控制室操作, 将控制室与产噪设备的工作场所隔离,用隔声门和隔声道将其隔开, 将产生高强度噪声的设备设计布置在远离作业人员的地方, 各种生产设备的生产工序的控制以计算机集中控制为主, 现场巡视为辅, 减少人与噪声的直接接触。在汽机、锅炉排气降噪的设计中采用弯管缓冲减压原理, 控制直排空产生的高噪声, 应用水平式排气降噪法, 在风机、引风机和空压机的进风口、排风口安装了消声器, 并在进出口用软管进行连接, 将励磁机安装在防噪罩中, 最大限度的降低噪声的强度。
21514 防高温与通风 该项目在建筑设计时对锅炉的选型采用了岛式锅炉, 其迎风面与夏季主导风向夹角大于45b角, 利用自然通风节约能源的方式, 起到自然通风、降低温度的效果。集中式控制室内采取人工空气调节, 使控制室温度符合5采暖通风与空气调节设计规范6[ 19] 的要求, 在生产车间的设计中充分保证了以自然通风为主, 机械排风为辅, 生产操作方式采用计算机集中式DCS控制。高压配电室设计事故排风装置, 并将事故排风机兼作排热风机使用, 保证室内的温度恒定。半地下室循环水泵房设计风道式机械排风。
21515 防工频高压电场 该项目机组的发电容量设计为( 2 @ 12MW ) 24MW, 年供电量1144 @ 108。110kV配电装置配备的整流机2 台与动力变压器2台,配电装置均设置在露天, 整流机和动力变操作则设在与其紧邻的主厂房控制操作室内, 发电系统的控制则设在主控室内。利用距离防护将各组开关分离,达到防止相互之间产生的电场强度的影响作用, 类比企业变压站现场检测的工频高压电场的电场强度和磁感应强度, 均未超过5工业企业设计卫生标准6
( GBZ1- 2002) [ 12] 规定的标准5 kV /m 和5电力行业劳动环境监测技术规范6 ( DL /T799- 2002) [ 18] 行业标准100 LT(暂无国标)。预测该项目建成后的主变压器区、输出区和110 kV 屋外配电装置区的工频超高压电场的强度不会超过5工业企业设计卫生标准6( GBZ1- 2002) [ 12] 规定的标准5 kV /m。
21516 防微生物(真菌、嗜热防线菌孢子)危害 该拟建的生物质发电厂选用的原料为稻壳和秸秆等,从方圆200 km的地方装袋后运往厂区, 在卸料、运输、贮存、上料等生产过程将产生有机粉尘, 该类粉尘的成分非常复杂, 与产地、产地气候、收获方式、生物质种类、加工及运输方式、贮藏时间长短、贮存区温度等多种因素有关。因此, 生物质粉尘除含有植物蛋白和谷物、秸秆的植物成分外、还受到许多微生物(真菌和嗜热防线菌孢子)、其他植物的花粉、鸟类、昆虫、螨类的碎片和排泄物, 以及其他因素的污染, 四川省潮湿的气候适宜嗜热放线菌生长, 是真菌和其他微生物主要孳生地, 极易导致该生物质原料霉变, 操作人员接触发霉的谷物、秸秆和其他植对健康除有机粉尘危害外, 就是霉变燃料中存在的嗜热放线菌孢子和危害较大的是细菌内毒素, 其致敏性表现是该项目与以煤、天然气、油作为原料发电的不同特点, 也是该项目的防护重点。
3 结论
该项目属火力发电工业企业, 利用生物质发电属环保性工业, 用可再生能源, 解决能源紧张, 改善生态环境, 其生产工艺先进, 生产设备选型佳,具有环保特点, 其运输生产线除尘设备采用在料斗口设计出尘装置, 采用机械密闭状态下输送稻谷壳、秸秆; 运行生产线设备在汽机、锅炉排气高噪产生点的设计中, 采用消声装置; 化学水处理过程用全自动化控制加药的防毒措施, 整条生产线全部实行DCS集中控制系统, 最大限度地减少现场操作人员接触职业病危害因素的机会。该新建项目建成投产后可能存在和产生的职业病危害因素种类有粉尘、化学因素、物理因素和生物因素。粉尘: 稻物粉尘(稻壳尘和秸秆尘)、其他粉尘(稻壳和秸秆燃烧灰渣)、电焊烟尘、砂轮磨尘、玻璃棉尘; 物理因素: 噪声、振动、高温、工频高压电场、紫外线(电焊弧光); 化学因素: 二氧化硫、一氧化碳、二氧化碳、一氧化氮、二氧化氮、氢氧化钠、硫酸、氨、氯气(次氯酸钠)、磷酸盐(磷酸三钠、磷酸氢二钠)、六氟化硫、硫化氢、臭氧、润滑油、锰烟、# 0轻柴油; 生物因素: 微生物(真菌和嗜热放线菌孢子)。其中主要职业病危害因素是稻物粉尘(稻壳尘和秸秆尘)、其他粉尘(稻壳和秸秆燃烧灰渣)、噪声、高温和微生物(真菌和嗜热放线菌孢子)。根据5建设项目职业病危害分类管理办法6[ 9] 第三条和第十条规定, 结合该项目的生产特点和类比调查资料分析, 虽然5职业病危害因素分类目录6[ 11 ]所列职业病危害因素和5高毒物品目录6[ 20] 所列的化学因素在该项目中存在, 但是类比资料未超职业卫生限值, 硫化氢是在清理污水池过程中可能产生,在正常情况下, 硫化氢比重较重, 只有下到池内操作, 在通风不畅时可造成其聚积, 存在急性硫化氢中毒的风险, 所以按其职业病危害因素的浓(强)度、接触人数、频度、时间分析, 确定该拟建项目为职业病危害一般的建设项目。
根据对该拟建项目的类比调查对象作业场所和工作岗位存在的职业性有害因素的现场测定和体检结果分析, 以及结合生物质发电厂实地考察的情况综合分析, 预测该项目建成投产后, 其职业病危害的关键控制点[ 21] 是燃料储存、装卸和灰渣运输工、汽机巡检工、电气巡检工、污水池清理工岗位。应按照5中华人民共和国职业病防治法6[ 7] 和5职业健康监护管理办法6[ 16] 的有关规定, 加强对灰库、渣库和酸洗废液池的合理布置; 对灰库和渣库的除灰渣、灰渣运输过程、设计用连锁方式控制罐装运输车辆运输中造成的二次扬尘发生; 污水处理池应当设计机械通风排气装置, 对下池进行操作的人员应当配置自戴供正压式呼吸器( SCBA ) [ 22- 24] , 并在有人监护的情况下, 才能下池操作; 对接触粉尘和微生物的作业工人配备滤过效率高的防尘口罩, 从防真菌感染的角度配备防护手套和胶鞋; 受噪声危害的工人应配备高阻噪声的防护耳塞; 在新招收职工岗前体检中, 应有针对性地对其既往史、过敏史进行重点调查, 不得招收患有职业禁忌证的劳动者从事所禁忌的作业; 完善职业病防治管理制度和这种措施,防止职业病的发生。
通过类比调查和对可研报告等相关资料的综合分析, 认为将各项职业病防护设施和措施落实到位,该项目投入生产后可能存在和产生的职业病危害因素的浓度(或强度)是能够控制在国家规定的职业接触限值范围内, 故该拟建工程项目从职业卫生角度分析是基本可行的。
转载请注明出处:职业病网 www.7785.org
 精彩导读
精彩导读
 热门资讯
热门资讯 关注我们
关注我们
