某钛厂是我国海绵钛生产的最大工厂, 为了改进生产技本, 提高经济效益, 进行扩建。根据5职业病防治法6 的要求,对该厂扩建工程进行职业病危害控制效果评价。
1 项目概况
1. 1 主要工艺流程 主要原辅材料有钛精矿、高钛渣、石油焦、纸浆、电极糊、氯气、金属镁、氩气等。主要工艺流程为原料经高钛渣熔炼- 氯化制得粗四氯化钛- 精制除杂质- 还原蒸馏出产品海绵钛。
1. 2 主要职业病危害因素识别 高钛渣熔炼工段在出炉、破碎, 物料输送等生产过程中会产生粉尘、噪声、CO、高温;在氯化工艺过程中由于加入了Cl2 、生产过程中有Cl2、H Cl;在氯化进料阶段有粉尘、噪声产生; 还原蒸馏工段在炉壁清理时有粉尘、噪声产生; 成品包装工段破碎机运行时将产生噪声、粉尘; 因此, 海绵钛工艺流程中可能产生的职业病危害因素主要有: 粉尘、噪声、Cl2 、H Cl、CO、高温和振动等。由于本次检测时间为3 月, 不是高温测定季节, 因此本次检测不含高温测定。
2 职业病危害因素检测及控制效果单元评价根据金属钛生产工艺流程特点, 按照作业工人工作场所及工段将该项目划分为高钛渣炼炼工段、氯化工段、精制工段、还原蒸馏工段、成品包装工段5 个评价单元, 分别对各单元的职业病危害因素检测结果和防护设施控制效果进行评价。
2. 1 测试方法 按照GBZ159- 20035工作场所空气中有害物质监测的采样规范6, 粉尘浓度采用DFC- 35B 粉尘采样器按照GB5748-855作业场所空气中粉尘测定方法6 进行测定;噪声采用国产H S6280 型噪声频谱仪按照WS/ T69- 19965作业场所噪声测量规范6 进行测定; HCl, Cl2 采用多孔玻板吸收管按照GBZ/ T 160. 37- 20045工作场所空气中氯化物的测定方法6 进行测定; CO 采用美国现场检测仪进行测定; 照度采用数字照度计按照GBZ/ T 160. 28- 20045室内照明测量方法6 测定。
2. 2 职业病危害因素测试结果综合分析评价标准 采用综合指数( Ñ = ( Pi) Ma x # r ( Pi) / N为职业危害因素项目数,Pi 为测试项目单项指数) 用国家卫生标准规定的职业接触限镇对各评价单元进行定量评价。
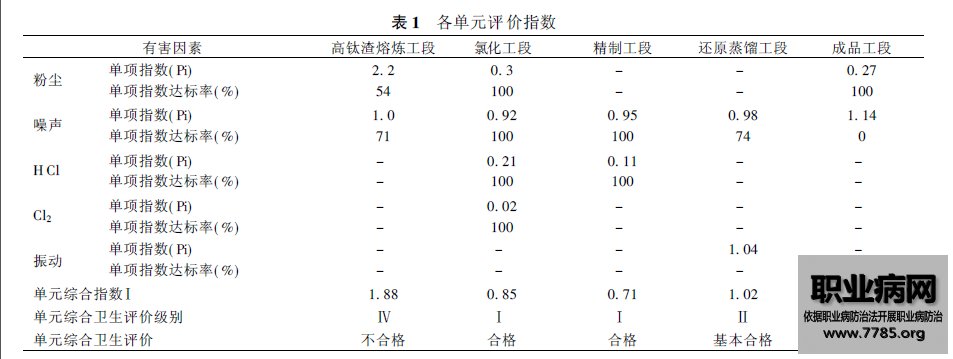
2. 3 各单元职业病危害因素检测结果及控制效果评价 对各评价单元各职业性有害因素进行检测, 并分别计算出单项指数和各单元综合指数, 结果见表1。
2. 4 各评价单元已采取的职业病危害防护措施 本工程在生产过程中散发各种有害物质, 工程根据不同的情况, 分别采取了净化、除尘措施。工艺上采取自动化控制, 物料的运输、反应等均设置在密闭管道和密闭罐内进行。
2. 5 职业病危害控制效果总体评价 厂址选择在原有公司区域内。总平面布置和生产工艺布局根据工艺流程的特点、物料的走向和运输方便。将生产部分和生活部分分开布置。辅助部分和生产部分分开布置, 各生产工段单独布置。氯化厂房设置在与其他厂房500 m 远的距离的空地。本企业文件中规定了突发事件的组织管理等若干问题, 其中医疗救护队由本公司职工医院组成, 工业卫生科为应急救援机构, 并配置有应急救援器材和抢救药品。工人值班室配备有满足需要的防毒面具及氧呼吸器, 以防跑氯事故之用。2004 年职工职业性体检结果显示: 体检接触粉尘工人136 人, 其中尘肺0+ 22 人, Ñ 期尘肺24 人, Ò 期尘肺5 人, Ó 期尘肺1 人。黑皮病1 人。在诊断的30 例尘肺病人中, 1 例为1986 ~1989 年101 厂冶炼工, 1989 年调入本公司质检部门至今, 29人均是退休职工。29 例患尘肺的退休职工中, 25 人均为部队工程兵, 于60 年代退伍进入该公司从事钛渣、配料、冶炼及原硅车间破碎等工种; 3 例为其他企业的碳化、矿井及高钛白粉工种调入本公司后继续接触粉尘。
3 结 论
该项目5 个评价单元中, 高钛渣熔炼工段单元综合卫生评价级别为Ô级, 评价结论为不合格; 还原蒸馏工段单元综合卫生评价级别为Ò 级, 评价结论为基本合格; 主要不合格指标是高钛渣工段粉尘浓度超标, 因此应加强对除尘防护设施的及时更新和管理, 提高除尘效率。建议高钛渣破碎工序如破碎机、运输皮带等改进工艺如采取密闭等防尘措施, 并配置电视监控系统, 达到使作业工人只在控制室内操作监控, 不外出巡视接触高浓度粉尘的目的。成品破碎机在开启时噪声超标严重, 建议用噪声危害较小的工艺程序来替代目前该工作点的工艺程序, 或将该作业点单独设置在隔音室内。对该企业扩建工程评价结论为不合格和基本合格的评价单元进行整改, 并将检测超标作业点作为重点管理对象,制定严格的卫生防护设施管理措施, 加强工人的个人防护工作。
转载请注明出处:职业病网 www.7785.org
 精彩导读
精彩导读
 热门资讯
热门资讯 关注我们
关注我们
